Difference between revisions of "Cylindrical Grinding machine"
Inddigital (talk | contribs) ((by SublimeText.Mediawiker)) |
|||
| (86 intermediate revisions by one other user not shown) | |||
| Line 1: | Line 1: | ||
{{Projekt | {{Projekt | ||
|Images= | |Images={{ProjektImages | ||
{{ProjektImages|projectimage=oho_trd_render1.jpg}} | |projectimage=oho_trd_render1.jpg | ||
}} | |||
|subcat=Lathes | |subcat=Lathes | ||
|projectname=Cylindrical Grinding machine | |projectname=Cylindrical Grinding machine | ||
| Line 7: | Line 8: | ||
|projectnameDE=Rundschleifmaschine | |projectnameDE=Rundschleifmaschine | ||
|kewords=lathe, grinding machine, roughing, spindle, workshop, speed, feed, depth of cut, bed, tailstock, chuck, turret, grinding wheel | |kewords=lathe, grinding machine, roughing, spindle, workshop, speed, feed, depth of cut, bed, tailstock, chuck, turret, grinding wheel | ||
|trans_status=WT | |trans_status=WT | ||
|desc= | |desc=__TOC__ | ||
__TOC__ | |||
<!-- Manufacturing project, Supported by: GLS Treuhand Stiftung Neue Energie --> | <!-- Manufacturing project, Supported by: GLS Treuhand Stiftung Neue Energie --> | ||
|licence=CCBYSA40 | |licence=CCBYSA40 | ||
| Line 28: | Line 27: | ||
|versioning_system=yes | |versioning_system=yes | ||
|contains_pdf_drawings=yes | |contains_pdf_drawings=yes | ||
|technology_readyness_level= | |technology_readyness_level=5 | ||
|TechDoc= | |TechDoc={{ProjektComponent | ||
{{ProjektComponent | |||
|cmptitle=Project development<!-- | |cmptitle=Project development<!-- | ||
|cmpimage=oho_cs14_imgref1.jpg --> | |cmpimage=oho_cs14_imgref1.jpg --> | ||
|cmpimg= | |cmpimg=Based on the DIN 2221 standard, among others, OHO has established a series of <i class="mw-customtoggle-div1" style="color:#1b599a;">stages</i> in which the satisfactory [[Processes_involved_in_Project_Development|completion of this project]] was carried out | ||
Based on the DIN 2221 standard, among others, OHO has established a series of <i class="mw-customtoggle-div1" style="color:#1b599a;">stages</i> in which the satisfactory [[Processes_involved_in_Project_Development|completion of this project]] was carried out | |||
<div style="margin:20px"></div> | <div style="margin:20px"></div> | ||
<div class="mw-collapsible" id="mw-customcollapsible-div1" data-origID="mw-customcollapsible-div1"><!-- mw-collapsed --> | <div class="mw-collapsible" id="mw-customcollapsible-div1" data-origID="mw-customcollapsible-div1" data-origID="mw-customcollapsible-div1"><!-- mw-collapsed --> | ||
==== 1 Feasibility study ==== | ==== 1 Feasibility study ==== | ||
* Project justification | * Project justification | ||
| Line 66: | Line 63: | ||
*** [https://www.youtube.com/watch?v=Nny0Ib9JzWE See this link] (angles) | *** [https://www.youtube.com/watch?v=Nny0Ib9JzWE See this link] (angles) | ||
<div style="margin:180px"></div> | <div style="margin:180px"></div> | ||
<div id="comparative_analysis" style="margin:0px"></div> | <div id="comparative_analysis" data-origID="comparative_analysis" style="margin:0px"></div> | ||
* Comparative analysis on the type of process to carry out | * Comparative analysis on the type of process to carry out | ||
: A comparative test was carried out between the use of abrasive stones as a tool for a turning process, versus turning with usual cutting blades, for which an example was raised with the following premises: [[File:Pdc_example1.jpg|thumb]] | : A comparative test was carried out between the use of abrasive stones as a tool for a turning process, versus turning with usual cutting blades, for which an example was raised with the following premises: [[File:Pdc_example1.jpg|thumb]] | ||
| Line 90: | Line 87: | ||
**** Speed of the piece in grinding: 0.22m/s | **** Speed of the piece in grinding: 0.22m/s | ||
**** Feed in grinding: 17.5mm/rev | **** Feed in grinding: 17.5mm/rev | ||
**** Depth of pass in grinding: 0. | **** Depth of pass in grinding: 0.01mm | ||
**** Rotational speed of abrasive wheel: 5662rpm | **** Rotational speed of abrasive wheel: 5662rpm | ||
**** Rotational speed of the piece in grinding: 133rpm | **** Rotational speed of the piece in grinding: 133rpm | ||
*** Performance | *** Performance | ||
**** Time of one pass in grinding: 6.4s | **** Time of one pass in grinding: 6.4s | ||
**** Number of passes in grinding: | **** Number of passes in grinding: 650 | ||
**** Time per piece in grinding: | **** Time per piece in grinding: 69min | ||
**** Weekly production: | **** Weekly production: 144 pieces/week | ||
*** Tooling cost | *** Tooling cost | ||
**** Quantity of pieces per abrasive wheel: | **** Quantity of pieces per abrasive wheel: 632 | ||
**** Cost of abrasive wheels to make 1000 pieces: | **** Cost of abrasive wheels to make 1000 pieces: 17USD | ||
*** Mechanical load | *** Mechanical load | ||
**** Absorbed power in grinding: | **** Absorbed power in grinding: 1.22HP | ||
**** Grinding torque : | **** Grinding torque : 1.5N-m | ||
**** Force transmitted in grinding : | **** Force transmitted in grinding : 1174N | ||
** Turning process [[File:wikipedia_Laengs-Rund-Drehen.jpg|thumb]] | ** Turning process [[File:wikipedia_Laengs-Rund-Drehen.jpg|thumb]] | ||
*** Characteristics of the tool used | *** Characteristics of the tool used | ||
| Line 128: | Line 125: | ||
**** Force transmitted in turning : 2384N | **** Force transmitted in turning : 2384N | ||
** Conclusions: | ** Conclusions: | ||
*** Production performance drops significantly in the case of manufacturing the parts through the grinding process, achieving | *** Production performance drops significantly in the case of manufacturing the parts through the grinding process, achieving 15% of what can be produced by turning in the same period of time, this is due to the fact that the depth of past has a relationship of 3 to 100 with respect to both scenarios. | ||
*** When reviewing costs per tooling, the grinding process is far preferred over turning, grinding wheels were estimated for a wear ratio of 80 (volumetric ratio of wear to metal removed). | *** When reviewing costs per tooling, the grinding process is far preferred over turning, grinding wheels were estimated for a wear ratio of 80 (volumetric ratio of wear to metal removed). | ||
*** Regarding the mechanical load resulting from machining, it could be determined that it increases in a proportion of 1:3 in the case of turning, so the respective forecasts must be taken when designing the bed, which It will support loads in the order of 300kgf, assuming a safety factor of 30%. | *** Regarding the mechanical load resulting from machining, it could be determined that it increases in a proportion of 1:3 in the case of turning, so the respective forecasts must be taken when designing the bed, which It will support loads in the order of 300kgf, assuming a safety factor of 30%. | ||
| Line 258: | Line 255: | ||
</div> | </div> | ||
----- | |||
Manufacturing as OSAT technology is possible? | |||
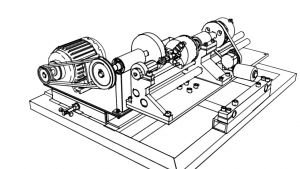
[[File:oho_trd_sbbwJ5p6irc.jpg|300px|thumb]] | |||
* Materials, components | |||
:: Required materials and components can be sourced or replaced locally? | |||
:: ✓ Yes, All the materials and components required for this project are accessible locally, among which we can mention: | |||
::: * Iron profiles and plates | |||
::: * Electric motor with belt transmission or simple reducer | |||
::: * Spindle with jaws for small lathe | |||
::: * Bench grinder | |||
::: * Among others | |||
<div style="margin:20px"></div> | |||
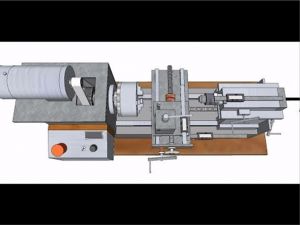
[[File:oho_trd_Nny0Ib9JzWE_06-23.png|300px|thumb]] | |||
* Manufacturing processes | |||
:: Required manufacturing processes can be povided locally? | |||
:: ✓ Yes | |||
:: No specialized knowledge or complex equipment is required to manufacture this lathe. | |||
<div style="margin:150px"></div> | |||
* Specific training | |||
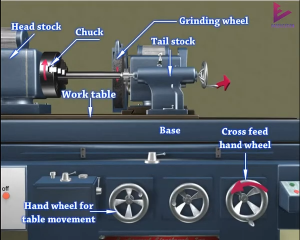
[[File:oho_trd_5qmi_fE-w18.jpg|300px|thumb]] | |||
:: Is specific training for manufacturing necessary and can be provided? | |||
:: ✓ Yes | |||
:: The people to develop the project must have solid knowledge in machining processes. | |||
<!-- <div style="margin:100px"></div> --> | |||
* Sustainability | |||
:: Do all materials and processes meet the sustainability criteria? | |||
:: ✓ Yes | |||
:: The product and its production process can be considered as [https://en.wikipedia.org/wiki/Sustainability sustainable] | |||
<div style="margin:100px"></div> | |||
==== 2 Market analisis and requirements Functional and quantitative requirements ==== | |||
---- | |||
Functional and quantitative requirements | |||
* Market analysis | |||
: Analysis of the current products on the market: | |||
[[File:oho_trd_Behm1oMubzs.jpg|300px|thumb|left]] | |||
:::[https://www.amazon.com/-/es/velocidad-portabrocas-mand%C3%ADbulas-precisi%C3%B3n-herramientas/dp/B09FDVMYXS VEVOR Mini Metal Lathe, 7"x14" Benchtop Metal Lathe, 550W Variable Speed 2250 rpm Metal Lathe, with 3-jaw Chuck Mini Lathe Machine, Precision Mini Lathe w/Tool Box Digital Display for Metal Turning] | |||
<div style="column-count:2"> | |||
:::: * Price [USD]: 599 | |||
:::: * Source: amazon | |||
:::: * Country: USA | |||
:::: * Machine condition: New | |||
:::: * Distance between centers [mm]: 350 (14") | |||
:::: * Center height [mm]: 180 (7") | |||
:::: * Spindle bore [mm]: 21 | |||
:::: * Cuck diameter [mm]: 80 | |||
:::: * Power [W]: 550 | |||
:::: * Speed [rpm]: 50 - 2250 | |||
</div> | |||
<div style="margin:80px"></div> | |||
[[File:oho_trd_Sd51lL06qns.jpg|300px|thumb|left]] | |||
:::[https://www.ebay.com/itm/382275745394 Proxxon 24002 Precision Lathe PD 250/E] | |||
<div style="column-count:2"> | |||
:::: * Price [USD]: 1230 | |||
:::: * Source: ebay | |||
:::: * Country: USA | |||
:::: * Machine condition: New | |||
:::: * Distance between centers [mm]: 250 | |||
:::: * Center height [mm]: 70 | |||
:::: * Spindle bore [mm]: 14 | |||
:::: * Cuck diameter [mm]: 70 | |||
:::: * Power [W]: 140 | |||
:::: * Speed [rpm]: 100 - 3000 | |||
</div> | |||
<div style="margin:120px"></div> | |||
[[File:oho_trd_-20fUSDTW0g.jpg|300px|thumb|left]] | |||
:::[https://www.amazon.com/-/es/Grizzly-G8688-Torno-peque%C3%B1o-12-0/dp/B0000DCZ7D/ref=sr_1_8 Grizzly Industrial G8688-7" x 12" Mini Metal Lathe] | |||
<div style="column-count:2"> | |||
:::: * Price [USD]: 1180 | |||
:::: * Source: amazon | |||
:::: * Country: USA | |||
:::: * Machine condition: New | |||
:::: * Distance between centers [in]: 12 | |||
:::: * Center height [in]: 7 | |||
:::: * Spindle bore [mm]: 20 | |||
:::: * Cuck diameter [in]: 6 1/4 | |||
:::: * Power [hp]: 1/3 | |||
:::: * Speed [rpm]: 100 - 2500 | |||
</div> | |||
<div style="margin:160px"></div> | |||
[[File:oho_trd_5Ykdt_9WAYU.jpg|300px|thumb|left]] | |||
:::[https://www.amazon.com/Grizzly-T27400-Tool-Post-Grinder/dp/B07KGJ63X9 Grizzly T27400 - 3/4 HP Tool Post Grinder] | |||
<div style="column-count:2"> | |||
:::: * Price [USD]: 1495 | |||
:::: * Source: amazon | |||
:::: * Country: USA | |||
:::: * Machine condition: New | |||
:::: * Power [hp]: 3/4 | |||
:::: * Inner wheel: 3/4*3/4", 60-grit | |||
:::: * Outer wheel: 6*3/4", 60-grit | |||
:::: * Speed[rpm]: 4500(external), 18500(internal) | |||
:::: * This item is included as a reference for the commercial accessory necessary in the cylindrical grinding process on a lathe | |||
</div> | |||
<div style="margin:80px"></div> | |||
* Requirements definition <br> Definition of the main technical data: | |||
** Distance between centers [mm]: 350-400 | |||
** Center height [mm]: 200 | |||
** Spindle hole [mm]: 30 | |||
** Power on lathe [W]: 400-800 | |||
** Grinding power [W]: 600-1000 | |||
** Max Grinding Speed [rpm]: 3000-3600 | |||
** Expected tolerance [mm]: 0.1 (DIY equipment, [https://en.wikipedia.org/wiki/Engineering_fit limit values]) | |||
:: These are reference values, based on commercial equipments and accessories. | |||
<div style="margin:20px"></div> | |||
* Optimal functions and features <br> Definition of necessary/optional functions and features: | |||
** Cutting medium: bench grinder (initial premise) | |||
** Tailstock: Mandatory | |||
** Cross slide with turret for the grinding device: Mandatory | |||
<div style="margin:20px"></div> | |||
==== 3 Search & analisis DIY technologies ==== | |||
---- | |||
The best technical solutions for all parts and components | |||
[[File:oho_trd_Search1.jpg|300px|thumb|link=https://en.oho.wiki/wiki/Category:Lathes]] | |||
* OHO Search engine | |||
: Customization of the OHO search engine | |||
: To search for cases in our repository, the category classifier was used for metalworking lathes. | |||
<div style="margin:160px"></div> | |||
* Manual search | |||
: Manual search in Google, Youtube, special websites etc. | |||
[[File:oho_trd_Lzytexbrdlg.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=Lzytexbrdlg]] | |||
<div style="column-count:2"> | |||
:::: * Title: Building a lathe from industrial scrap | |||
:::: * Views/likes/comments: 2461867/31689/1219 | |||
:::: * Engine power: 3hp | |||
:::: * Chuck Diameter: 130mm | |||
:::: * Size: 1000*400mm | |||
:::: * Displacements: Square linear rail guide | |||
:::: * Feed: ACME pitch 4mm | |||
:::: * Additional comment: Manufactured in a machining workshop, oversized motor | |||
</div> | |||
<div style="margin:100px"></div> | |||
[[File:oho_trd_MGaQByoBsZQ.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=MGaQByoBsZQ]] | |||
<div style="column-count:2"> | |||
:::: * Title: Homemade Lathe Machines | |||
:::: * Views/likes/comments: 154978/2100/129 | |||
:::: * Distance between rails: 160mm | |||
:::: * Rails length: 900mm | |||
:::: * Feed: Rack with gear | |||
:::: * Displacements: Rails and skids fabricated with an angle of 1" | |||
:::: * Chuck diameter: 150 - 170 mm | |||
:::: * Additional comment: Case mostly with qualitative information on the process | |||
</div> | |||
<div style="margin:120px"></div> | |||
[[File:oho_trd_0x4J1B76OEs.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=0x4J1B76OEs]] | |||
<div style="column-count:2"> | |||
:::: * Title: Homemade Lathe Machine Full Episode. | |||
:::: * Views/likes/comments: 721344/6575/194 | |||
:::: * Feed: Low grade threaded bar | |||
:::: * Displacements: Round iron bars, inside iron pipes (no bushing) | |||
:::: * Chuck diameter: 100 - 120 mm (DIY manufactured) | |||
:::: * Additional comment: Less precision in the process in general. Case mostly with qualitative information on the process. | |||
</div> | |||
<div style="margin:100px"></div> | |||
[[File:oho_trd_Nny0Ib9JzWE.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=Nny0Ib9JzWE]] | |||
<div style="column-count:2"> | |||
:::: * Title: DIY lathe on metal made from scrap | |||
:::: * Views/likes/comments: 1200000/10430/176 | |||
:::: * Main motor: 1.1 kw | |||
:::: * Velocity: 1400 rpm | |||
:::: * Chuck diameter: 125 mm | |||
:::: * Structure: Skeleton at 1 1/2" angles | |||
:::: * Bench: UPN200 profile, 200*800 mm | |||
:::: * Rails: Iron angle 1 1/2" | |||
:::: * Feed: Low grade threaded bar | |||
:::: * Additional comment: It will be taken as a reference machine for aspects such as the structure, the bench and some construction details. | |||
</div> | |||
<div style="margin:80px"></div> | |||
[[File:oho_trd_a6a5HTsYCSY.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=a6a5HTsYCSY]] | |||
<div style="column-count:2"> | |||
:::: * Title: Homemade Lathe Machine | |||
:::: * Views/likes/comments: 27734994/204398/6115 | |||
:::: * Chuck diameter: 125 mm | |||
:::: * Structure: 2 U profiles of 4", plates between 10 and 70 mm | |||
:::: * Bench: 200*1100mm including the chuck | |||
:::: * Rails: Round with linear bearings blocks | |||
:::: * Feed: Special helical profile | |||
:::: * Estimated precision: 0.05 mm | |||
:::: * Investment: 600 USD | |||
:::: * Additional comment: Good stability in the rotation of the head, the set of rails, linear bearings and helical profile increase the cost of the project. | |||
</div> | |||
<div style="margin:60px"></div> | |||
[[File:oho_trd_z67A3Myy6XM.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=z67A3Myy6XM]] | |||
<div style="column-count:2"> | |||
:::: * Title: Heavy duty Homemade Lathe | |||
:::: * Views/likes/comments: 3011094/53503/4181 | |||
:::: * Estimated precision: 0.1 mm | |||
:::: * Investment: 800 USD, 200 hrs | |||
:::: * Additional comment: Case mostly with qualitative information on the process. | |||
</div> | |||
<div style="margin:180px"></div> | |||
[[File:oho_trd_7AJgHsazA7Y.jpg|300px|thumb|left|link=https://www.youtube.com/watch?v=7AJgHsazA7Y]] | |||
<div style="column-count:2"> | |||
:::: * Title: My homemade tool post grinder | |||
:::: * Views/likes/comments: 26708/315/34 | |||
:::: * Tool post grinder attachment | |||
:::: * Three-phase motor, 135W, 1350 rpm | |||
:::: * Transmission: belt ~1:5 | |||
:::: * Spindle with collet ER-16 | |||
:::: * External grinding wheel: ~4" | |||
</div> | |||
<div style="margin:180px"></div> | |||
<!-- * Networking | |||
: Contacting partners, associated organizations and experts | |||
[[File:oho_trd_mFC_93DW_XQ-0017.jpg|300px|thumb|link=https://www.youtube.com/watch?v=mFC_93DW_XQ]] | |||
: During the initial stages of this project, we were able to contact the channel [https://www.youtube.com/@OpenSourceLowTech Opensourcelowtech] and exchange some ideas, for which we are very grateful | |||
: Initially, work was done on a replica of [https://www.youtube.com/watch?v=DHW392drALI one of their project], which served as experience for this case | |||
<div style="margin:160px"></div> --> | |||
==== 4 Development and documentation ==== | |||
---- | |||
[[File:oho_trd_TxsMgttuQCg_00-30.png|300px|thumb|link=https://www.youtube.com/watch?v=TxsMgttuQCg]] | |||
Plans and specifications of all parts and components | |||
* Analisis of functions & structures | |||
: Analysis of functions, assemblies and components | |||
: A review of the most important technical aspects in the design of this equipment was carried out, managing to identify and select its components, as well as its operating principles | |||
: It should be noted that the analysis was made by combining cases of initiatives on metal lathes and cases of tool post grinder, since no DIY reference was found that performs both functions (cylindrical grinding). | |||
<div style="margin:100px"></div> | |||
* Technical solutions | |||
: Development of technical solutions for assemblies and parts | |||
: A review of the different options adopted in the DIY machines was carried out to meet each design requirement, observing the following variants for some evaluated details: | |||
:: * Evaluated detail: Lathe motor | |||
<div style="margin-left:30px"><ul> | |||
<li style="display: inline-block;"> [[File:oho_trd_a6a5HTsYCSY.jpg|thumb|none|200px|AC motor|link=https://youtu.be/a6a5HTsYCSY?t=1102]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_qy4kZGNQfH4.jpg|thumb|none|200px|Hand drill|link=https://www.youtube.com/watch?v=qy4kZGNQfH4]] </li> | |||
</ul></div> | |||
:: * Evaluated detail: Cutting medium | |||
<div style="margin-left:30px"><ul> | |||
<li style="display: inline-block;"> [[File:oho_trd_MGaQByoBsZQ_22-59.png|thumb|none|200px|Cutting tool for lathe|link=https://youtu.be/MGaQByoBsZQ?t=1379]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_7AJgHsazA7Y.jpg|thumb|none|200px|Rotary stone with motor (cylindrical grinding)|link=https://www.youtube.com/watch?v=7AJgHsazA7Y]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_1Q6n34H33dI.jpg|thumb|none|200px|Bench grinder|link=https://www.youtube.com/watch?v=1Q6n34H33dI]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_oydNmcSmdfk.jpg|thumb|none|200px|Angle grinder|link=https://www.youtube.com/watch?v=oydNmcSmdfk]] </li> | |||
</ul></div> | |||
:: * Evaluated detail: Bed and cross slide displacement | |||
<div style="margin-left:30px"><ul> | |||
<li style="display: inline-block;"> [[File:oho_trd_NotL59S.png|thumb|none|200px|Linear bearings and helical profile|link=https://youtu.be/Lzytexbrdlg?t=468]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_Nny0Ib9JzWE.jpg|thumb|none|200px|Iron metal profiles (angle)|link=https://www.youtube.com/watch?v=Nny0Ib9JzWE]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_0x4J1B76OEs_08-10.png|thumb|none|200px|Slides with round bars and guide tubes|link=https://youtu.be/0x4J1B76OEs?t=490]] </li> | |||
</ul></div> | |||
:: * Evaluated detail: Workpiece clamping | |||
<div style="margin-left:30px"><ul> | |||
<li style="display: inline-block;"> [[File:oho_trd_lyQxlnFQIfc.jpg|thumb|none|200px|Purchased jaw chuck|link=https://www.amazon.com/-/es/Mophorn-K72-100-Portabrocas-mand%C3%ADbulas-independiente/dp/B07JYT47V2/ref=d_pb_allspark_dp_sims_pao_desktop_session_based_sccl_2_2/141-3787653-5086816]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_V5f_h8lU1HA.jpg|thumb|none|200px|DIY jaw chuck|link=https://www.youtube.com/watch?v=V5f_h8lU1HA]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_WKikm6cQKh0.jpg|thumb|none|200px|Collet|link=https://www.youtube.com/watch?v=WKikm6cQKh0]] </li> | |||
<!-- <li style="display: inline-block;"> [[File:oho_trd_xg0VSTlRqdo.jpg|thumb|none|200px|Larger capacity drill chuck|link=https://www.youtube.com/watch?v=xg0VSTlRqdo]] </li> --> | |||
</ul></div> | |||
:: * Evaluated detail: Free end centering | |||
<div style="margin-left:30px"><ul> | |||
<li style="display: inline-block;"> [[File:oho_trd_FaiCiT_wUOc.jpg|thumb|none|200px|Tailstock purchased|link=https://www.amazon.com/VERTEX-3900-2407-Adjustable-Tailstock-Rotary/dp/B00V2YT4NW/ref=sr_1_2]] </li> | |||
<li style="display: inline-block;"> [[File:oho_trd_JsSM3P3yCao.jpg|thumb|none|200px|DIY tailstock|link=https://www.youtube.com/watch?v=JsSM3P3yCao]] </li> | |||
</ul></div> | |||
: See related comments: [[{{TALKPAGENAME}}#comments1|Discussion]] | |||
<div style="margin:20px"></div> | |||
* Technical documentation | |||
: Creation of plans, parts lists, assembly instructions | |||
: Currently the plans, CAD files, and others, are in their initial phase of preparation | |||
<!-- : Once all the necessary information was available, the [[#PDF_plans|project plans]] were prepared --> | |||
<div style="margin:0px"></div> | |||
* Peer-Reviews | |||
: Peer-Reviews by the community, team members, experts etc. | |||
: Among some revised and improved aspects of the project, prior to the publication of the plans, we can mention: | |||
:: * The grinding process with abrasives is not very well known, so the team turned to some theoretical and practical sources, such as [https://www.petersenprecision.com/precision-grinding/creep-feed-form-grinding#:~:text=Creep%20feed%20grinding%2C%20also%20known,cut%20workpieces%20at%20aggressive%20depths. Creep Feed], this being a point that our peers suggested we address based on tests, since there is not much information in the average small machine workshops. | |||
:: * Even so, the challenge of moving forward with the project was assumed, since, according to the testimony of the peers, it is worth having a small lathe, even if it is of low precision, for applications that are not very demanding, since it is an expensive service and scarce, and as already seen, according to initial estimates, there may be significant savings in cutting tools, as long as the production volume is not critical, with the use of abrasives for roughing. | |||
:: * Another outstanding point is achieving a minimum of precision in the equipment to be designed, since otherwise it would not be feasible, for which it is expected to work in the order of 0.1 mm, which can be useful in certain processes that will be seen in the discussions. This implies the need to consider aspects such as: | |||
::: - A robust bench | |||
::: - Rails with the best cost-precision ratio | |||
::: - Acquire certain components that, due to their complexity, should not be made in a workshop (chuck, tailstok mandrel, reasonable cost grinding mechanism...) | |||
::: - A resistant union in all the components, especially in the elements of transmission of power | |||
<div style="margin:20px"></div> | |||
==== 5. Manufacturing, tests and improvements ==== | |||
----- | |||
To date, this project is on hold for manufacturing | |||
* Workshop <br> Determination of the workshop for manufacturing: | |||
: This project is considered as belonging to the group of Appropriate Technologies, for which it has been developed with the intention of the greatest possible access to processes and materials by the developers, with a basic, moderately equipped workshop, however, it is necessary also have the following facilities: | |||
:: * Tools and instruments for precision works in the order of 0.1 mm or less | |||
:: * Suitable equipment for cutting and welding thick parts (between 5 and 12 mm) | |||
:: * Adequate spaces, tools and equipment to carry out electrical work, in the case of the lathe drive motor and its electrical connections | |||
:: * Access to a turning and milling service for some parts that require machining | |||
: Although these conditions do not pose a greater difficulty during manufacturing, it is left to the developer's discretion to choose between carrying out this work or requesting the services of a third party to guarantee a professional work | |||
<!-- * Purchase | |||
The purchasing, prototype manufacturing, testing, and documentation updating sub-processes, will be developed once the manufacturing stage is completed | |||
[[File:oho_trd_materials-list1.png|300px|thumb]] | |||
: Purchase of materials and components: | |||
: From the list of parts, the amounts of materials to be required from local suppliers were totaled | |||
** Structural profiles | |||
** Fasteners | |||
** Special profiles | |||
** Metal plates | |||
** Consumables | |||
<div style="margin:130px"></div> | |||
* Manufacturing of prototype <br> Fabrication according to specified quality standards: <br> The manufacturing process is oriented according to the order of the assemblies in the parts list and their assembly logic, this is shown in the various stages of the manufacturing video: [[File:oho_cm3_fab1.jpg|300px|thumb|link=https://www.youtube.com/watch?v=Oz5MzN0Pc_M]] | |||
** [https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=6s Introduction] | |||
** [https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=32s Cutting Blades] | |||
** [https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=82s Support table] | |||
** [https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=110s Equipment body] | |||
** [https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=284s Painting and assembly] | |||
<div style="margin:80px"></div> | |||
* Tests and improvement <br> Module tests, system tests, improvement of components: <br> Some [https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=338s tests] were carried out on the equipment, to verify the correct adjustment of the parts and the efficiency in its operation. [[File:oho_cm3_wtest1.jpg|300px|thumb|link=https://www.youtube.com/watch?v=Oz5MzN0Pc_M&t=338s]] | |||
** Lateral slack: Apply moderate force on the lever, from left to right and vice versa, alternately. The plates do not tilt | |||
** Example of real use: Making cuts of the samples of plate and sheet | |||
** Visual detail of the cut: Straight shape of the cut, Straight edge, no burrs | |||
<div style="margin:110px"></div> | |||
* Updates of technical documentation <br> Updates of plans, parts lists, assembly instructions: | |||
** The main plates (2.1 to 2.3) were manufactured in a thickness of 12mm, which is sufficient, instead of the 16mm initially proposed | |||
** Modification in the length of the bushings, according to the new plate thicknesses | |||
** Pieces 2.5 and 2.6, manufactured in 1/2" square bar, available in the workshop | |||
** Mobile blade (piece 2.7), with dimensions adjusted according to the leaf spring piece achieved, recovered material | |||
:Plans are expected to be updated with these changes, in order to have accurate information regarding the equipment manufactured --> | |||
<!-- | |||
==== 6. Certification DIN Spec 3105 ==== | |||
----- | |||
* Formal audit | |||
[[File:pdc_certification-process-diag-page1.jpg|300px|thumb|link=Process_-_Certification_DIN_Spec_3105]] | |||
: Verification of the completeness of the documents: | |||
:: * Parts list | |||
:: * Drawings of all parts and assemblies | |||
:: * Assembly instructions | |||
:: * Optional documents, technical notes | |||
:: * These formal aspects have been verified, the project meets them satisfactorily | |||
<div style="margin:0px"></div> | |||
* Assignment of reviewers <br> Search and assignment of peer-reviewers with sufficient expertise: | |||
**[[User:Xtech2020_review|Xtech2020_review]] | |||
** [[User:Thehunter|Thehunter]] | |||
* Peer-reviews <br> Realization of the peer reviews, technical clarification, improvements: | |||
:: In the [[#Parts_list|Parts list]] section, necessary comments and discussions have been made by the assigned reviewers and the developer | |||
<!-- | |||
* Certificate <br> Issue of the certificate: <br> | |||
[[File:oho_trd_attestation_Wind_turbine_-_horizontal_axis_2-4m.png|300px|thumb|link=https://cdata.oho.wiki/images/e/e9/oho_trd_attestation_Wind_turbine_-_horizontal_axis_2-4m.pdf]] | |||
<!-- [[File:oho_cs14_attestation_solar-cooker-1-4m.png|300px|thumb|link=Media:Oho_cs14_attestation_solar-cooker-1-4m.pdf]] -> | |||
The project was reviewed by two reviewers from the OHO team. The review consisted of the following components: -> | |||
: * Completeness check: Checks if all required documents have been submitted. | |||
: * Review of the submitted documents: Checks if the information in the submitted documents is complete and correct. | |||
:: - Bill of materials | |||
:: - Are all parts and assemblies covered? | |||
:: - Are all quantities correct? | |||
:: - Are all required material specifications available? | |||
:: - Are all specifications for purchased parts and standard parts complete? | |||
: * Technical drawings | |||
:: - Are all the required views available? | |||
:: - Are all required dimensional data available? | |||
: * Suggestions for improvement | |||
Detail abot the review process: https://en.oho.wiki/wiki/Instructions_for_Reviewers | |||
Permanent Link: https://en.oho.wiki/index.php?title=Wind_turbine_-_horizontal_axis,_2.4m&oldid=45790 --> | |||
<!-- | |||
<!~~ ==== 7. Promotion, formation ==== | |||
----- | |||
* PDF documentation <br> Creation of PDF documentation, training materials etc.: | |||
* Video production <br> Production of blueprint videos, fabricaction videos etc.: | |||
* Publishing <br> Publishing on own website, Wikipedia, social media: | |||
* Use in projects <br> Use in development cooperation projects, cooperation with partners: | |||
~~> --> | |||
</div> | </div> | ||
}}{{ProjektComponent | |||
|cmptitle=ToDo list<!-- | |||
|cmpimage=oho_cs14_imgref1.jpg --> | |||
|cmpimg=Pending points for the realization of the project | |||
<div style="margin:20px"></div> | |||
==== Formulate the structure of the main components ==== | |||
* Based on current reviews | |||
* Finalize the calculations, contrasted with [https://ijcrt.org/papers/IJCRT2008154.pdf real measurements] | |||
==== Parts list ==== | |||
==== Proposal of parts and assemblies ==== | |||
==== First version of the plans ==== | |||
==== Manufacturing ==== | |||
==== Formal Reviews and Certification ==== | |||
}} | }} | ||
|certificate_requested=No | |certificate_requested=No | ||
|reviewer1=Xtech2020_review | |||
|reviewer2=Thehunter --> | |reviewer2=Thehunter --> | ||
}} | }} | ||
Latest revision as of 14:18, 6 April 2023
|
Cylindrical Grinding machine Basic Data Category: Lathes Keywords: lathe, grinding machine, roughing, spindle, workshop, speed, feed, depth of cut, bed, tailstock, chuck, turret, grinding wheel License: CC BY-SA 4.0 Organization: OHO Project status: Active
Technical documentation Maturity of the project: prototype
Contains PDF-drawings: Yes CAD files are editable: Yes Assembly instructions are published: Yes Bill of materials is published: Yes
yes yes
|
|
Description
Technical documentation
Project development | |
Based on the DIN 2221 standard, among others, OHO has established a series of stages in which the satisfactory completion of this project was carried out
1 Feasibility study
Operation Compliance Comments Turning Yes For parts that require the use of center point or steady rest, the non-interference of moving parts must be verified. Facing Yes The radius of the part must be less than or equal to the useful width of the abrasive wheel. Conical turning Yes The abrasive turning mechanism must be able to rotate and move obliquely on the cross slide (tool post grinder). Chamfering Yes The abrasive turning mechanism must be able to rotate and move obliquely on the cross slide (tool post grinder). Grooving, Cutoff Yes Requires the use of low thickness abrasive (cutting) wheels. Threading No It only applies to finishing processes and requires mechanisms for automatic feed Internal turning Yes Requires the use of smaller diameter accessories, for example, diamond-tipped tools. Drilling No It is an exclusive process for the use of drilling bits (metal in this case). Knurling No It is an exclusive process for the use of knurling accessories. Manufacturing as OSAT technology is possible?
2 Market analisis and requirements Functional and quantitative requirementsFunctional and quantitative requirements
3 Search & analisis DIY technologiesThe best technical solutions for all parts and components
4 Development and documentationPlans and specifications of all parts and components
5. Manufacturing, tests and improvementsTo date, this project is on hold for manufacturing
| |











































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ToDo list | |
Pending points for the realization of the project
Formulate the structure of the main components
Parts listProposal of parts and assembliesFirst version of the plansManufacturingFormal Reviews and Certification | |
+ General Reviews 
Property "CertificateReviewer2" (as page type) with input value "Thehunter -->" contains invalid characters or is incomplete and therefore can cause unexpected results during a query or annotation process.